Sign In





DIN 1.2344 ESR (X40CrMoV5-1 / H13) is a premium hot work tool steel widely used in die casting, forging and extrusion applications. Known for its excellent thermal fatigue resistance, high toughness and superior heat resistance, 1.2344 tool steel ensures longer die life and consistent performance in high temperature operations. Bharat Special Steel is a leading supplier of DIN 1.2344 ESR tool steel in India, offering ready stock with fast delivery across Delhi NCR and major industrial cities.

Higher toughness and impact strength than conventional 1.2344, especially in transverse direction. Excellent resistance to thermal fatigue and heat checking under cyclic high-temperature conditions. Improved polishability and machinability due to reduced inclusions and segregation.
High-performance die-casting moulds for aluminium, magnesium and zinc alloys. Die inserts, cores, slides and sleeves requiring superior thermal shock resistance. Hot forging dies and press tools subjected to heavy impact and cyclic stress. Extrusion dies for aluminium alloys.
| C | Si | Mn | Cr | Mo | V | P (Max) | S (Max) |
|---|---|---|---|---|---|---|---|
| 0.32–0.45 | 0.80–1.25 | 0.20–0.60 | 4.75–5.50 | 1.10–1.75 | 1.00 | 0.02 | 0.03 |


ESR Annealed (+A): Hardness ≤ 248 HB.
ESR condition ensures extremely low non-metallic inclusions and uniform carbide distribution,
reducing segregation, improving through-thickness hardness consistency,
and enhancing fatigue life for extended die service.
Round: Dia 20 – Dia 500 mm
Flat / Block: 50 – 500 mm
Temperature: 760–810℃
Delivered: Effective thickness of 50mm per hour
Temperature: 860–880℃
Delivered: Effective thickness of 50mm per hour
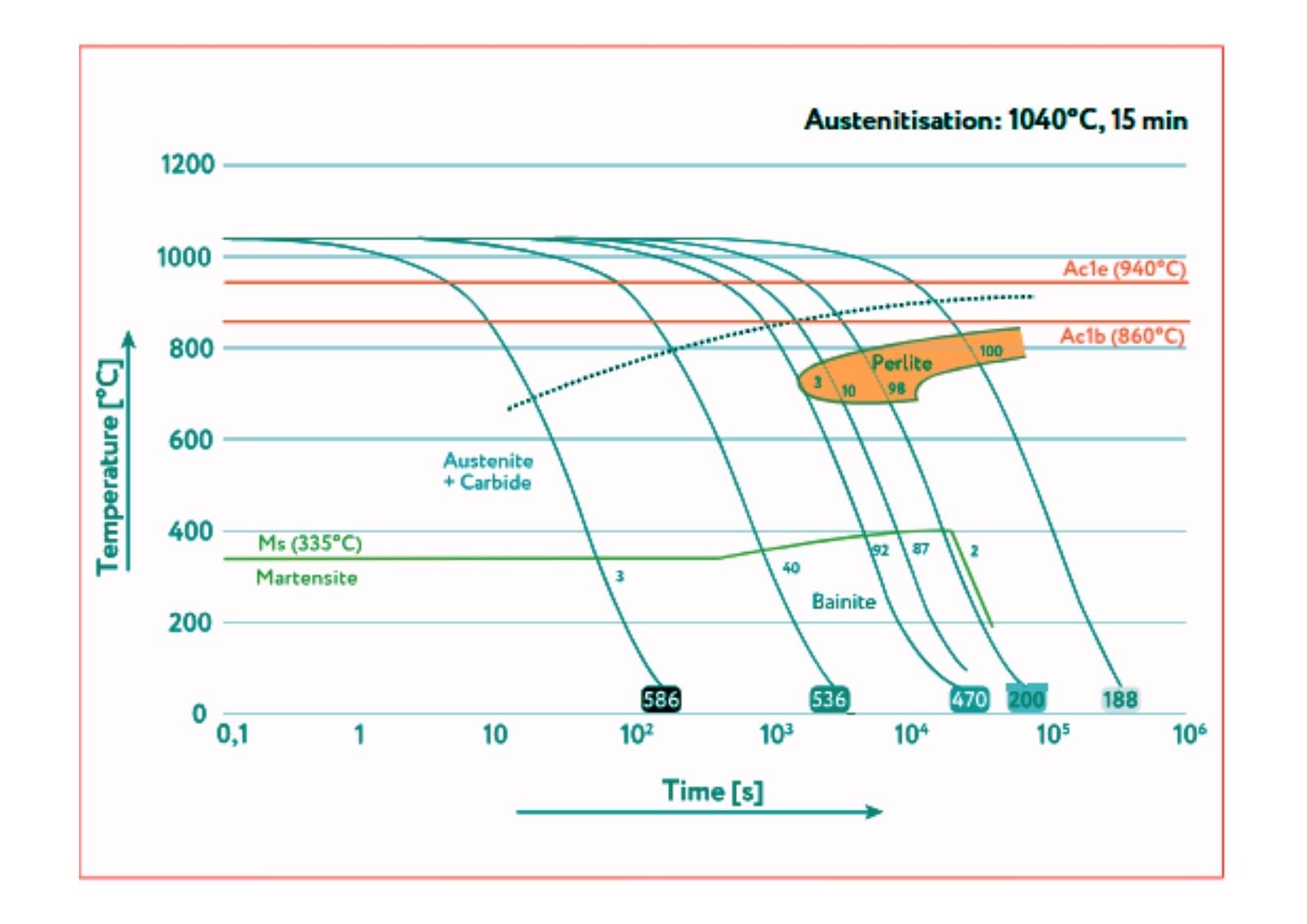
Furnace cooling to 760–780℃ isothermal
Air-cooled furnace cooling to 400℃
Microstructure in accordance with NADCA #207-03 GA1~GA3; GB1–GB2 superfine annealing.